Shenzhen BioX Medical Co., Ltd. stands as a vanguard in the biotechnology sector, specializing in the engineering and high-volume manufacturing of molecular diagnostic analysis systems, genetic testing solutions, and clinical laboratory equipment. Established in 2017, BioX Medical is strategically headquartered in Shenzhen, China—the global epicenter for medical device innovation and advanced manufacturing.
Our commitment to precision and reliability is backed by a state-of-the-art 9,000 square meter manufacturing facility, staffed by over 200 highly skilled professionals. As an industry-leading manufacturer, we bridge the gap between complex biological research and clinical application, providing the tools necessary for modern medicine to thrive.
Square Meters Factory
Expert Employees
Continents Served
The industry is shifting from single-biomarker detection to integrated multi-omics (proteomics, genomics, metabolomics) platforms. Systems must now handle complex data fusion to provide a holistic view of patient health, driving the demand for high-throughput automated analyzers.
Artificial Intelligence is no longer a luxury but a core component. Biomarker analysis systems are increasingly incorporating machine learning algorithms to reduce false positives/negatives in PCR and imaging, enabling faster clinical decision-making.
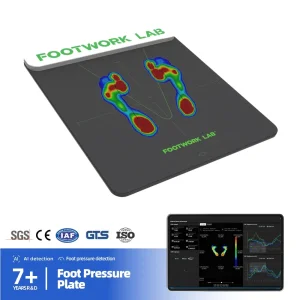
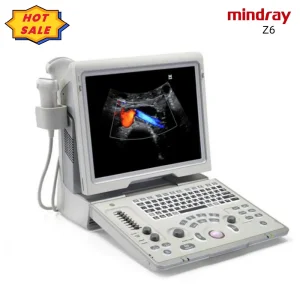
There is a massive surge in demand for portable, handheld analysis systems. From handheld ultrasound probes to compact RF analysis systems, the trend is moving diagnostics from central labs directly to the patient’s side.
The global biomarker market is projected to reach unprecedented heights as chronic diseases and the need for early detection systems grow. Manufacturers are now focusing on "Information Gain"—providing more than just raw data, but actionable biological insights through refined sensitivity and specificity. Shenzhen BioX Medical addresses these trends by investing over 15% of annual revenue back into R&D, ensuring our molecular diagnostic platforms remain at the cutting edge of the IVD (In Vitro Diagnostics) industry.
BioX Medical provides comprehensive solutions tailored for diverse sectors including clinical laboratories, hospitals, research institutions, and biotechnology firms. Our macro-level strategy focuses on three pillars:
Navigating the complex regulatory landscape of the medical device industry requires more than just manufacturing prowess. We ensure our products meet CE, FDA, and ISO standards, providing localized technical support and flexible OEM/ODM services for our partners in North America, Europe, and Asia-Pacific. Our local support teams ensure that installation, calibration, and maintenance meet the highest regional medical standards.
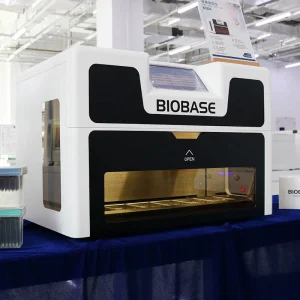
The rollout of fully closed-loop nucleic acid extraction and purification systems to minimize human error and contamination in high-stress clinical environments.
Development of ultra-sensitive biomarker sensors capable of detecting circulating tumor cells (CTCs) and cell-free DNA (cfDNA) for non-invasive cancer screening.
Integration of IoT and 5G to create "Digital Twins" of laboratory workflows, allowing for real-time remote monitoring and predictive maintenance of all BioX analytical hardware.
Our facility is engineered to ensure the highest fidelity in molecular diagnostic production. From ISO-certified cleanrooms to automated assembly lines, every square meter of our 9,000 sqm plant is optimized for quality control.






A1: Our PCR systems utilize advanced fluorescence quantitative technology, offering 96-well throughput with rapid cycle times and exceptional thermal stability. They are designed for high-sensitivity pathogen detection and genetic analysis, ensuring reliable results in clinical settings.
A2: Yes, Shenzhen BioX Medical provides full-cycle OEM and ODM services. This includes hardware design, software customization for localized languages, and regulatory documentation support to help our partners enter their local markets efficiently.
A3: Our 1L Acid Purification System is critical for laboratories requiring ultra-pure reagents. It reduces trace metal impurities in commercial acids to sub-ppb levels, ensuring the analytical integrity of ICP-MS and other sensitive trace analysis instruments.
A4: All our diagnostic systems are manufactured under strict ISO 13485 quality management systems. Depending on the specific product line, we comply with CE IVDR, FDA, and various national medical device registrations.
A5: Lead times vary by product complexity and volume. Standard diagnostic systems usually ship within 4-6 weeks, while large-scale OEM orders are scheduled based on production capacity and customization requirements.